
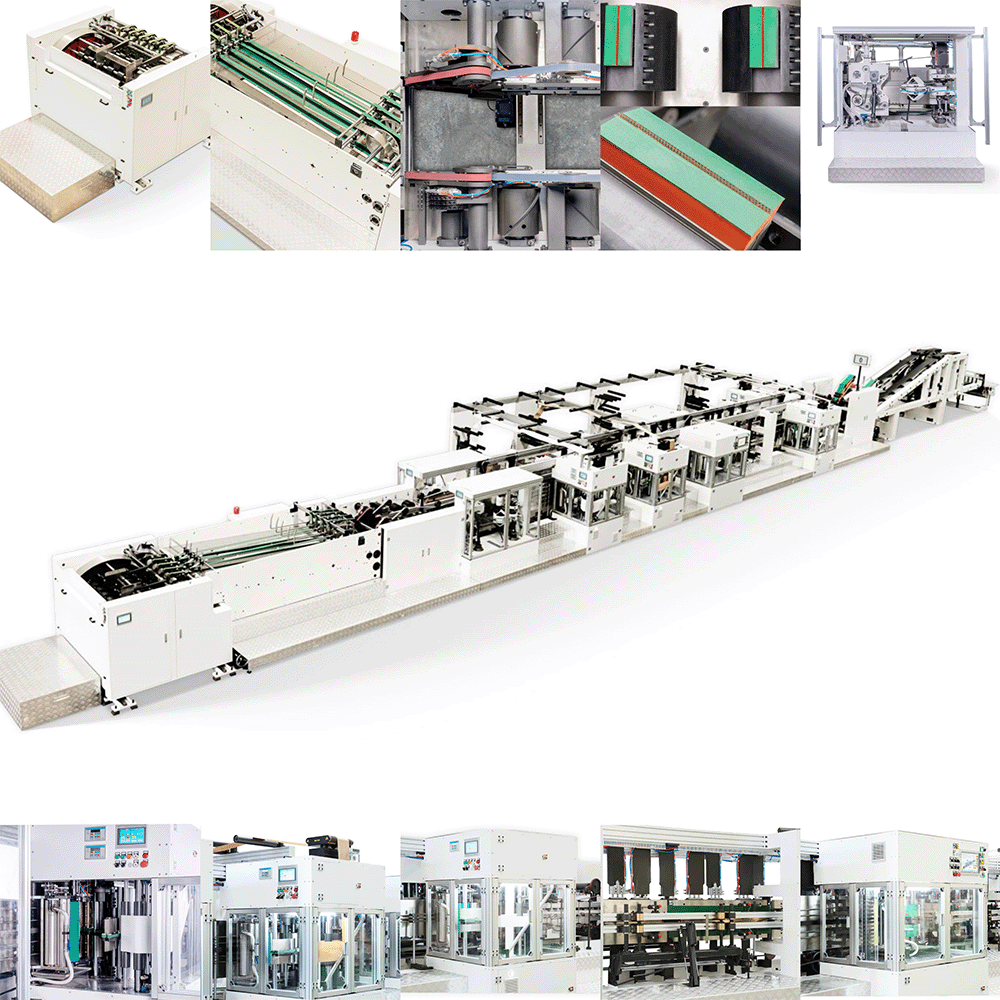
With the advancement of technology and the continuous growth of market demand, the packaging industry is undergoing a profound transformation. Recently, Enping Desheng Intelligent Technology Co., Ltd. launched a fully automatic valve bag paper bag packaging machine that integrates multiple advanced technologies. This device not only significantly improves production efficiency, but also introduces an advanced servo intelligent data adjustment system, completely changing the time-consuming and complex equipment specification adjustment process in traditional production environments, ensuring the high quality of products, and setting a new benchmark for the industry.
The packaging machine adopts advanced technology and high-quality materials, capable of efficiently and accurately producing various sizes and types of valve bags. These paper bags are widely used in the food, chemical, construction materials, and other industries, particularly suitable for the rapid filling and sealing of large batches of powdery or granular materials.
Features and advantages:
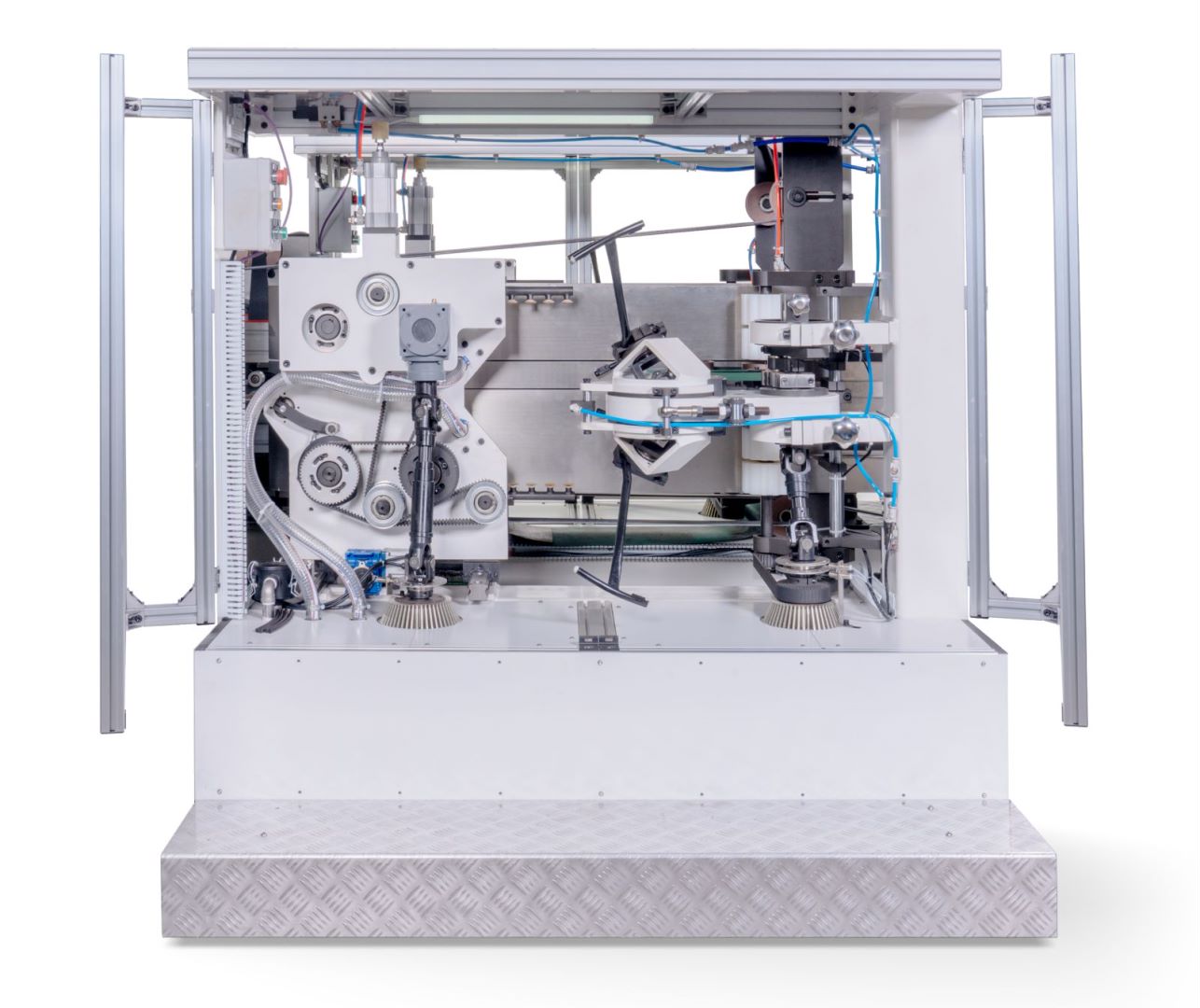
1.Eight groups of suction and discharge high-speed rotating vacuum adsorbent materials

①There is a double tracheal vacuum gas distribution system
②Supporting & blocking materiaIs sync servicer adjusting function
③Germany imported "Lichle" vacuum pump
There are eight groups of rows in the large disc roller,each group of suction rows rotates in reverse to the vacuum air input, and the bag tube rotates to the closed air place with the large disc roller after suctioning, and the paper bag is sent out at the tangent place of the upper and lower conveying belts in reverse. The vacuum closed air adopts positive pres-sure air interference and mechanical cam deflation methods,so that the feeding effect of the unit can reach high speed and smooth.
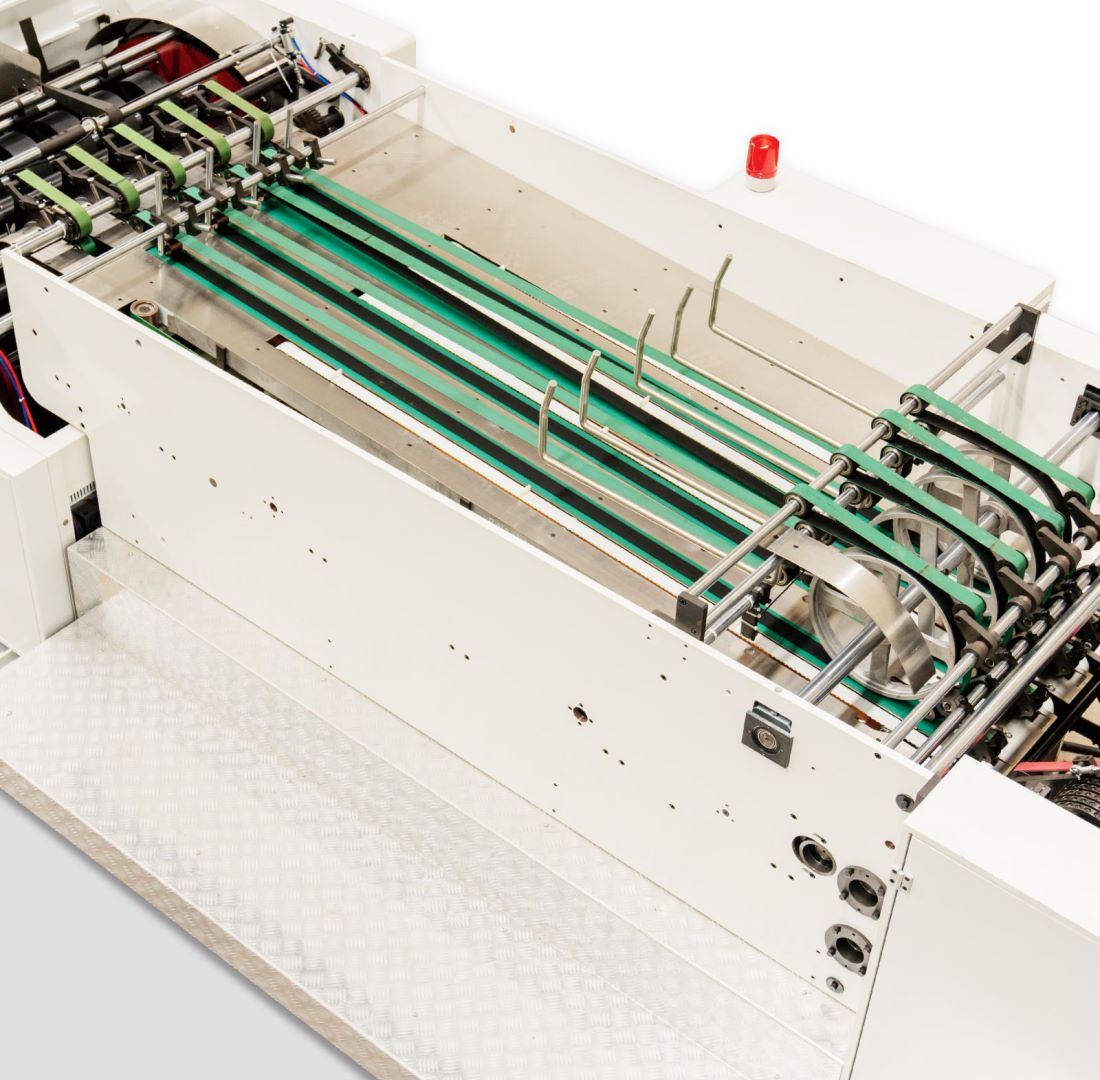
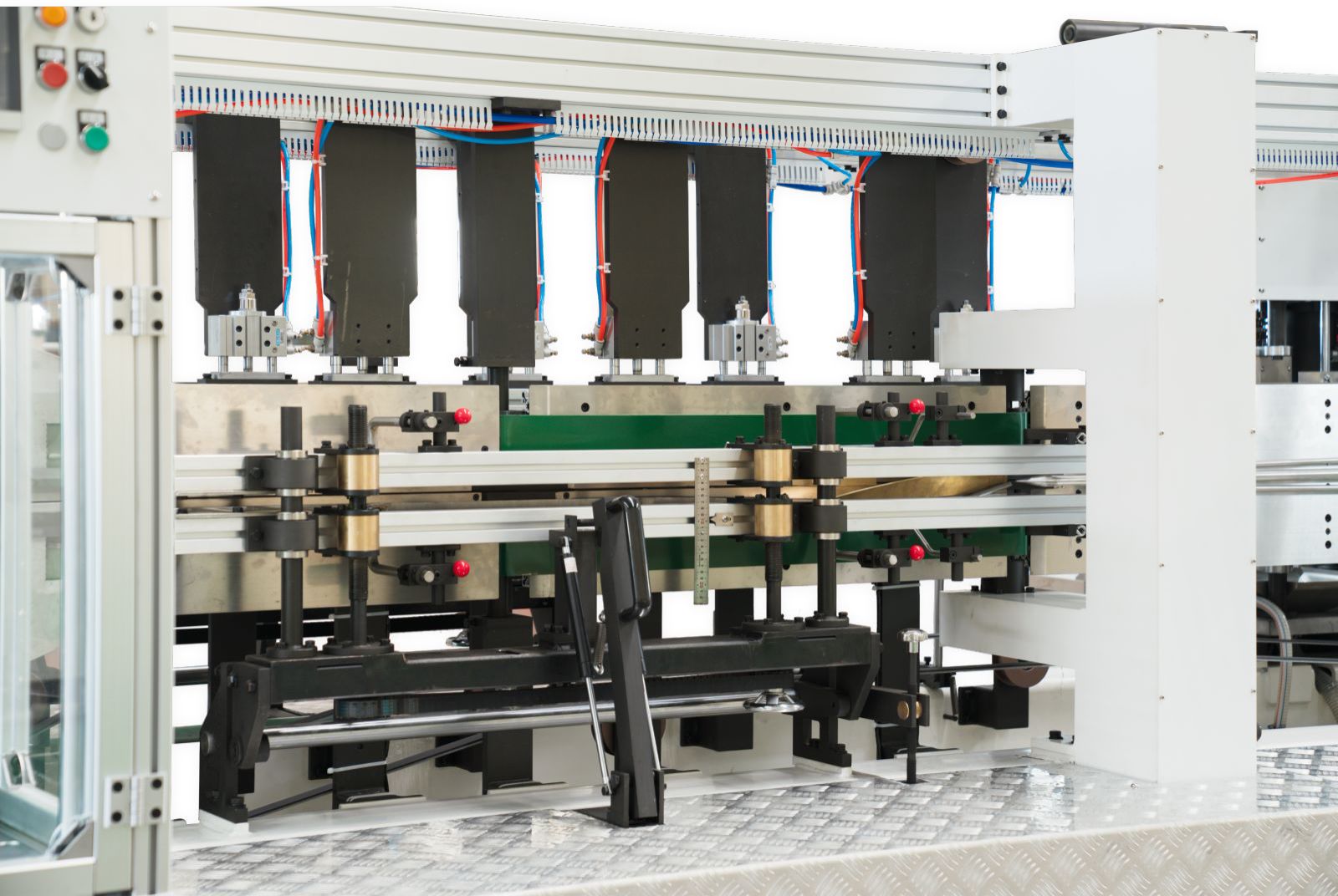
2.Steps arrangement (with abnormal rejection function)
①Double bag,conveying abnormal rejection function
②The right side of the vertical belt can be adjusted by servo data
After the bag barrel enters from the previous process,the lower conveyor belt and the upper acceleration finishing belt are clamped and sent to the step synchronous belt, and at the same time, the right vertical belt will do left and right neat actions for each bag cylinder in the past, until the paper bag side is stuck to the step synchronous belt stop, and the accelerated finishing belt is in a slippery state, but the bag tube will not be sent over. The bag barrel will be positioned close to the step distance and the synchronous belt stop and sent to the next process.
3.Center distance direct imprinting,45 diagonal imprinting(with piercing mechanism)
Dual-head bag barrel syncing processed and conveyed
The bag barrel is sent by the upper and lower auxiliary conveyor rails and the upper and lower main conveying rails to the direct imprinting of the center distance (the center distance can be adjusted: 260-700mm), and then enters the front and rear 45° imprinting (to prepare for the pre-printing of creases for the unfolding of the bag mouth). Here, the first45°impression is fixed and not adjusted (the position has been set before leaving the factory), while the rear 45° impression needs to be adjusted according to the width of the bag barrel (servo data can be adjusted).
4.Straight Cutting of Bag Mouth Ears
Incision length calculation:
①Bottom width folded length -bottom width/2-35mm(30-35mmis the best)= cut length
{Example: If the bottom width is 100mm, the folding length needs to be 125mm(minimum can be 120mm),
The incision length is 125-100/2-35=40mm(Note: anterior incision length +5mm)};
②The width of the incision changes synchronously according to the width of the bottom of the bag.Its width is: the width of the bottom of the bag /2 + 35mm(the incut can be 30-35mm).
Two incisions are cut on the left and right sides of the bag mouth, the length of the cut is manually adjusted, and the straight cut of the bag mouth is adjusted according to the needs of the width of the bag tube and the width of the bottom (servo data can be adjusted).
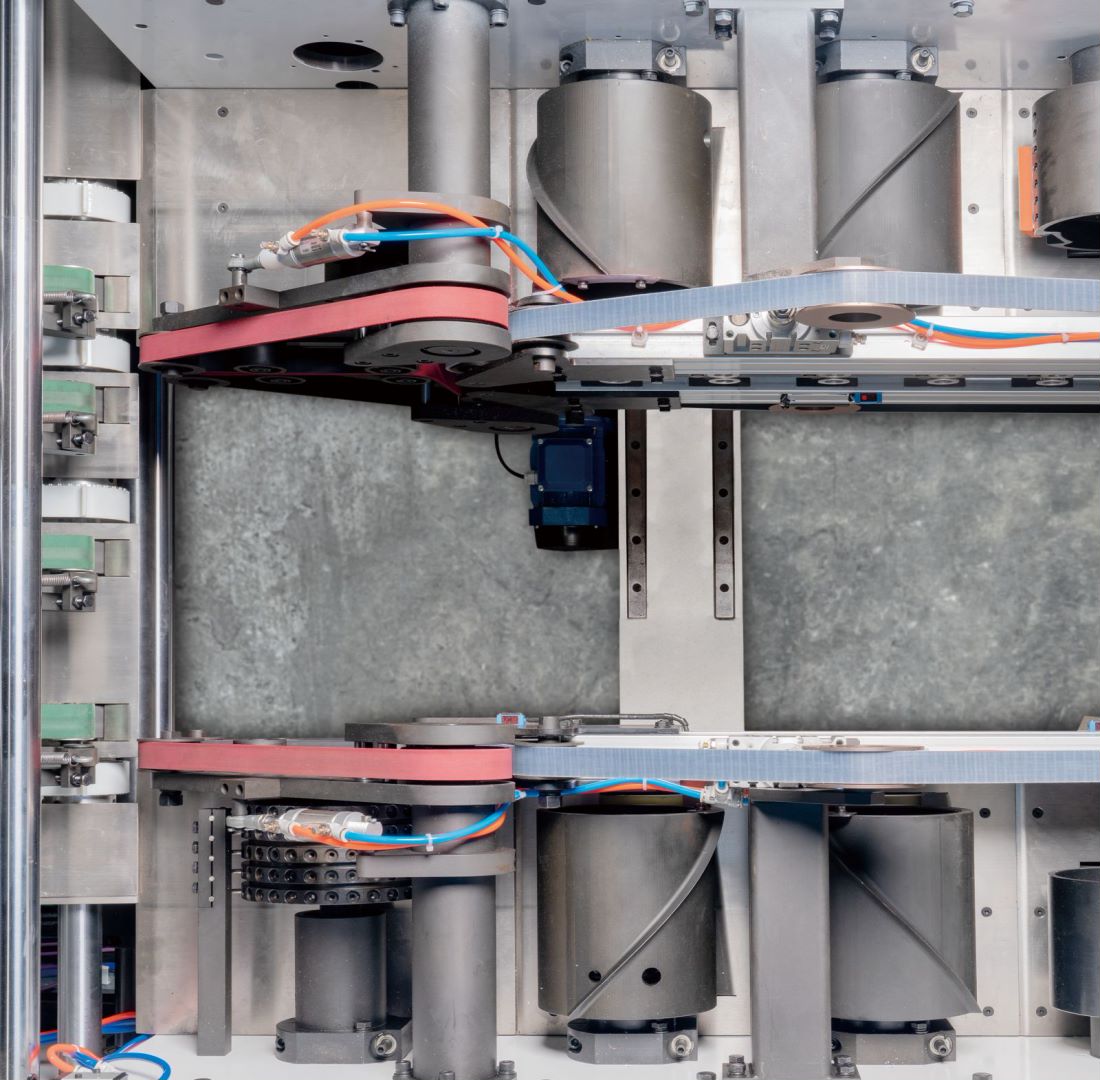
5.Suck open&spread,smooth with the horns
The vacuum distribution plate and the suction arm work in relative rotation
After the pre-process of direct imprinting, 45° imprinting,and straight incision of the ear of the bag tube, the suction mechanism will synchronously open the bag tube to form a conical opening. The suction is operated by the relative rotation of the vacuum distribution plate and the upper and lower suction arms. After the bag tube is opened to a height of 80mm, the upper and lower horns are inserted into the bag tube. After adjusting the delay function of the horn, the tail of the horn pick is stretched out from the rear incision and the rear horn is smoothed and fed into the shaping pressure wheel.(Note: Suction open, horn front and rear can be adjusted for servo data and the delay function is manually adjusted, and it is not adjust-ed under normal circumstances).
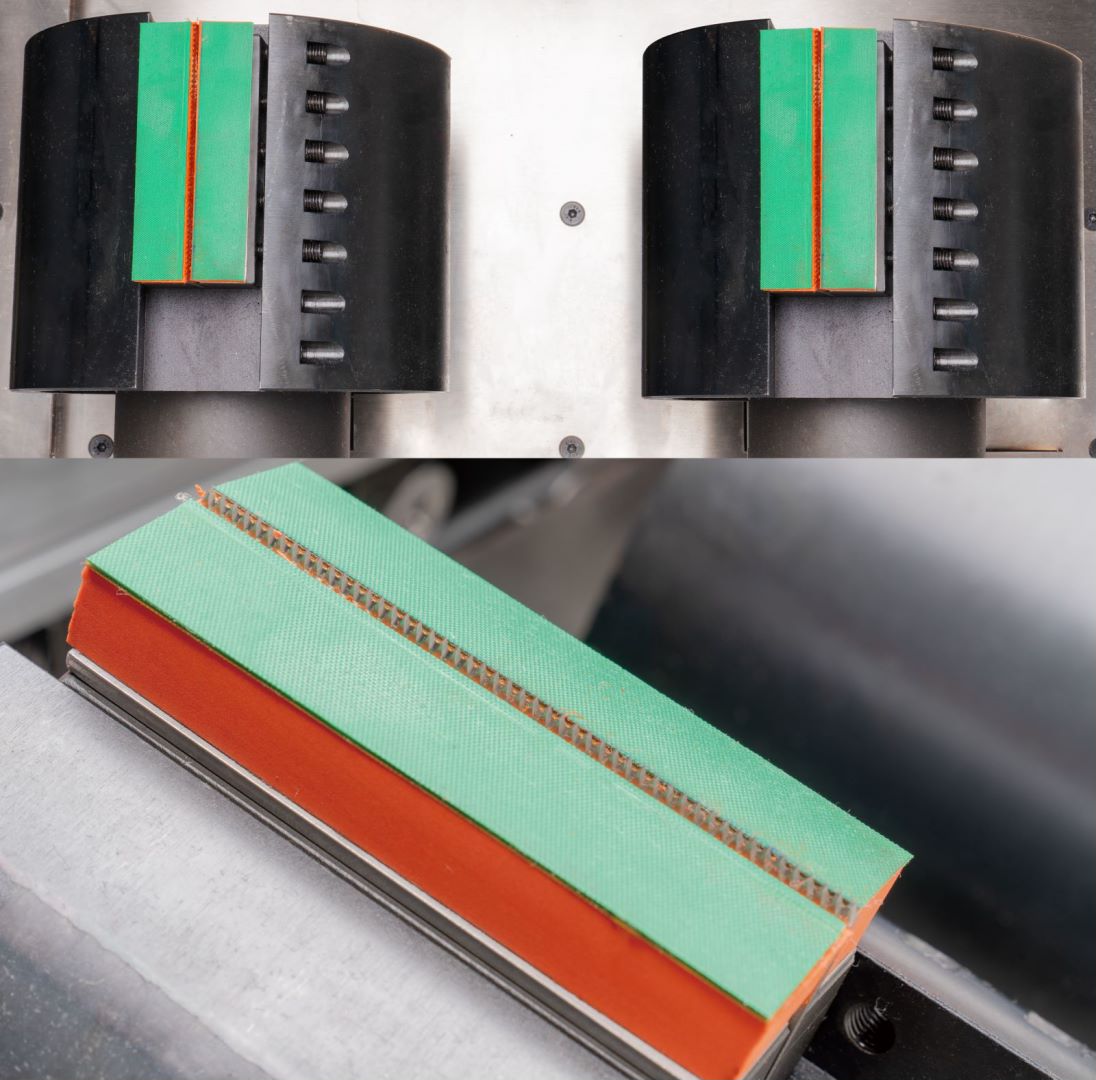
6.First valve insertion(Optional)
The bag barrel is unfolded and transported to the zero detection areafor anomaly detection
- When the valve port paper strip is normally unfolded, the paper stripis normally glued, and sent to the corresponding position of the bag barrel that has been normally unfolded in the past to complete the process insertion;
- When the valve port paper strip is not clamped when the unfolded is abnormal, it turns into a rejection and sending state, and the bag barrel with abnormal expansion is sent out with the abnormal rejection function at the back.

3.The valve mouth paper is driven by the servo fixed length of the traction roller group, and the paper roll frame motor is automatically unwinded with synchronous constant tension, and when the fixed length of the traction roller group is set for each operation, the paper cutting knife will cut the paper once, but it will not cut off and keep the connection state, and the paper will be transported to the auxiliary traction roller group to the folding roller for paper separation, and it will be transported to the paper clamping place for clamping and gluing through the inner conveyor roller and the outer conveyor belt to clamp and glue it to the corresponding position of the bag barrel to complete the process insertion (all complex forms of valve port processes can be.
7.Secondary valve insertion(Additional option)

- The length of the paper strip is fixed by servo data;
- The clamping length can be adjusted by servo data When the clamping position increases, the cutter position should be adjusted forward.When the clamping position is reduced, the cutter position should be adjusted backwards;
- The insertion position (front and back) of the valve port paper is adjusted by servo data;
- The offset plate can be replaced with a vertical hanging type;
- Adjustable function of glue supply.
8.valve end single-sided internal enhanced insertion (optional)
- After the bag tube is unfolded, it is transported to the zero detection area, and when the expansion is normal, the reinforcing paper strip is normally clamped and glued, and then sent to the corresponding position to complete the process insertion; When the expansion is abnormal, the inner reinforcing paper strip does not clamp the paper and turns to the rejection and sending state, and will be sent out by the abnormal rejection function later.
- Workflow: Under the servo fixed-length pull of the traction roller group, the paper roll frame motor synchronizes the constant tension and automatically unwinds, and when the fixed length of the traction roller group is set for each operation, the paper cutting knife will cut off the paper once, and it is sent to the paper clamping place for clamping and gluing through the inner conveying of the folding roller and the outer conveyor belt to clamp and glue it to the corresponding position of the bag barrel to complete the process insertion(all complex forms of internal repair process can be processed).

9.Bottom stamped & bottom smeared

The position before and after gluing can be adjusted for servo data.
The bag tube enters the bottom embossing and closing the bottom glue process.The bottom embossing pre-embossing is to prepare for the folding of the bottom molding (under normal circumstances, the size of the bottom width embossing is equal to the width of the bottom of the bag, and the commonly used bottom widths are: 100,105,110,115,120130,150,160,180mm).After the bottom embossing is completed, enter the bottom gluing process, the gluing layout is designed according to the requirements of the production process,and fixed on the hanging plate, when necessary, the designed offset plate is manually hung on the glued aluminum wheel, and there is a group up and down the gluing aluminum wheel, and the rotation is a circle for the gluing of two bags. The upper and lower gluing restriction area can not be pressed to the bottom of the embossing, otherwise the molding effect will be affected. When the zero detection of the front surface is abnormal, the process of this unit will reject the gluing command.
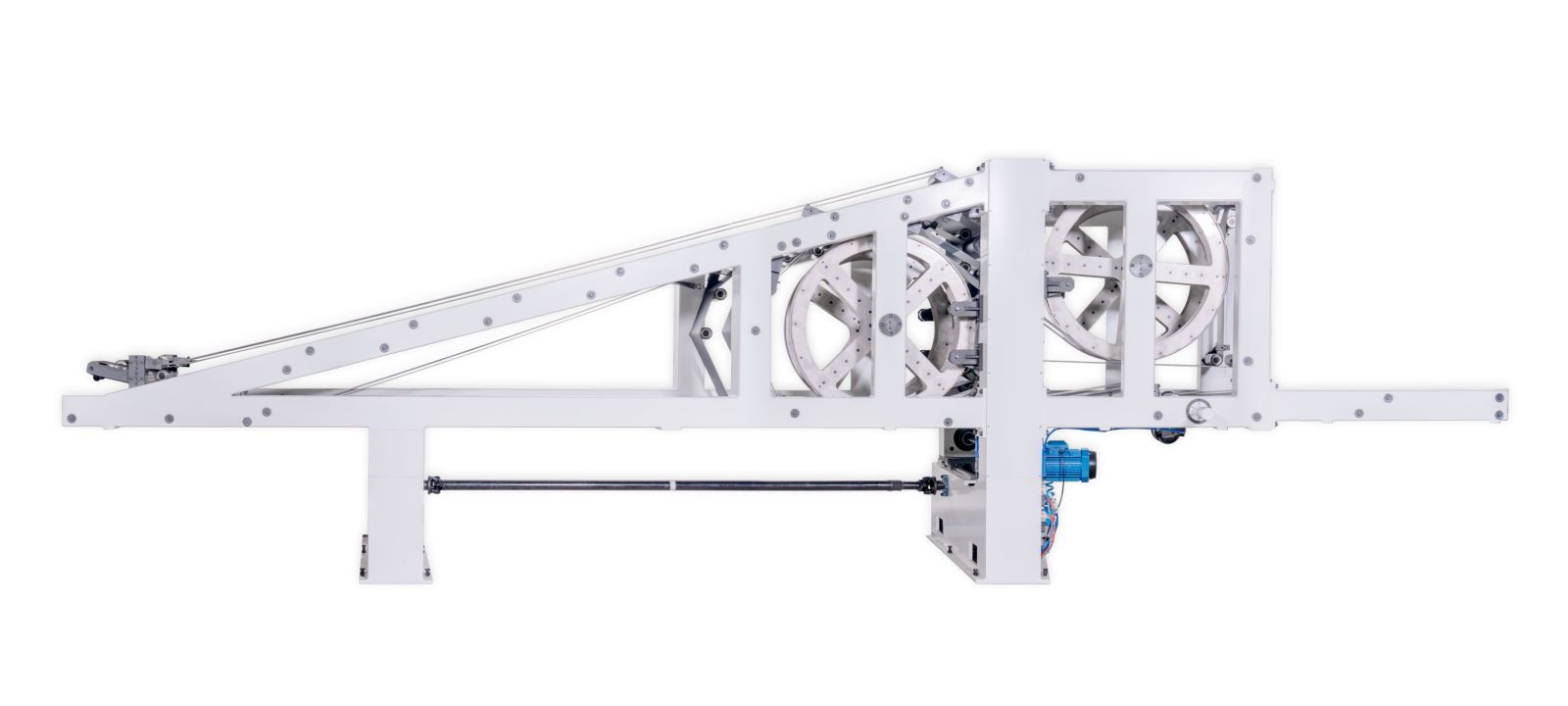
10.Bottom closure & molding
Fold-molding
•Bonding & shaping
The bag tube is folded and formed, glued and shaped successively.After the bag tube enters the molding, the forming heart plate plays a fixed role up and down, and the fixing point is the inner side of the bottom embossing line (the upper and lower distance of the heart plate cannot be greater than the bottom em-bossing line, which is 3-4mm smaller than the size of the embossing line, which is related to the thickness and number of layers of the bag tube), and the upper and lower sides of the bag tube are pre-folded to 90 °under the promotion of conveying, and enter the upper and lower vertical belts for auxiliary pushing, and the upper side of the bag tube is folded down to 180 ° by the upturned forming plate, and the lower side of the bag tube is folded up to180 °by the upturned forming plate (the delay distance between the top and bottom is 300m). After the folding is completed, the folding edge is fixed, compacted, pre-bonded and transported to the next process through the tapered wheel.
11.External enchanced insertion (optional)
•Machinable process:
QR code virtual incision, ordinary reinforcing paper, hot melt adhesive reinforcing paper
1. The length of the paper strip is fixed by servo data, and the color mark is tracked;
2. The clamping length can be adjusted by servo data
When the clamping position increases, the cutter position should be adjusted forward, and when the clamping position is reduced, the cutter position should be adjusted backward;
3.The insertion position (front and back) of the valve port paper is adjusted by servo data

4.Installation of the dislocation groove between the gluing roller and the sticker tube;
5. There is no need to replace the glue plate;
6.Adjustable quantitative function of glue supply
After the whole paste bottom is formed, it is the main part of the external reinforcement strip and the beauty of the product,and the bottom effect directly affects the product quality and price., After the bag tube is unfolded, it is transported to the zero detection area for abnormal detection, and when the expansion is normal, the inner reinforcing paper strip is normally clamped and glued, and sent to the corresponding position to complete the process insertion, when the expansion is abnormal, the outer reinforcing paper strip does not clip the paper and turns to the rejection and sending state, and the abnormal rejection function is sent later.
12.Flip bottom & compaction (with anomalous rejection)
•Flip the vertical direction to the horizontal direction
•Facilitate the post-sequence bottom compaction step
Process: After the processed bottom enters, the center hand.rail and the upper and lower supporting plates continue to move forward in a straight line, and after the relative action of the upper and lower turning rods (which can be selected downward or upward flipping according to the process requirements), the bottom of the bag begins to be flipped horizontally from the inside to the outside, and we enter the compaction belt group for reshaping and bonding.
13.Small S compaction mechanism/simple compaction mechanism(optional)
There are two main types of compaction mechanisms:
The main characteristics of the small S compaction mechanism are that the compaction line is S-shaped, the line is long, the compaction effect is smooth and wrinkle-free, the glue bonding is more comprehensive and firm, and the sealing is stronger in filling;The main feature of the simple compaction mechanism is that it is simple, the compaction line is slope type, and the compaction line is medium. The compaction effect is slightly weaker than that of small S, but the glue bonding effect is the same.
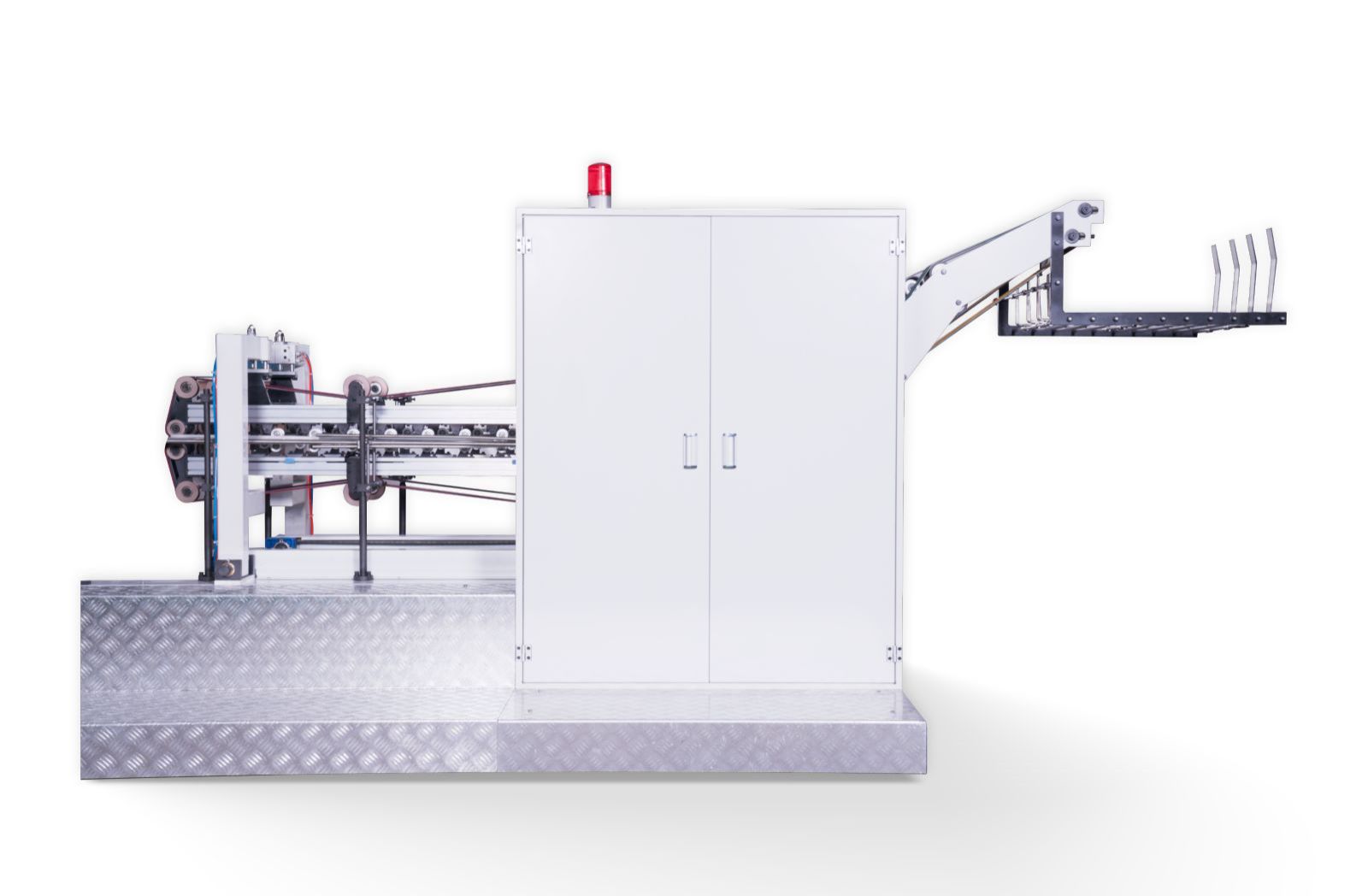
14.Counting, stacking& output

After the compacting output,the mechanical counting is stacked and fed. The number of stacks can be set according to production needs.
Intelligent control function
In traditional production environments, whenever it is necessary to change equipment specifications, it must be done manually. This process is not only complex, but also time-consuming, taking 1 to 3 hours even under normal circumstances. For large-scale adjustments involving complex processes, the required time may be longer. These factors include the complexity of the process, the level of experience of the operators, and the small batch diversification of orders, which greatly affect the production efficiency and economic benefits of manufacturers.
Our fully automatic valve pocket paper bag packaging machine is equipped with a distributed intelligent control panel that supports one click intelligent adjustment, greatly reducing setup time and improving production efficiency.
The advantages of servo intelligent data adjustment:
● First confirmation of data: During the initial production, users only need to set the required specification parameters (such as bag tube length, width, bottom width, etc.) through the intelligent control panel, and the system will automatically record these data.
One click memory reset: When producing products of the same specifications again, simply activate the memory reset function with one click, and the machine can quickly adjust to the preset state. The entire adjustment process only takes 10 to 15 minutes.
● Intuitive and easy to understand operating interface: The servo intelligent data adjustment system makes the operation more intuitive, facilitates position adjustment, and saves more time when changing production specifications.
● Improve production efficiency and economic benefits: By reducing equipment adjustment time, the overall efficiency of the production line has been significantly improved, downtime has been reduced, and economic benefits have been enhanced.
Ensure product quality stability: Accurate servo data adjustment ensures that each bag produced meets strict quality standards, avoiding errors caused by manual adjustment.
Customer Feedback:
A senior executive from a well-known food processing company stated, “The fully automatic valve bag paper bag packaging machine from Dengsheng Intelligent Technology has significantly improved our production efficiency while reducing waste during the production process. This is a very important advancement.”
Future Outlook:
Dengsheng Intelligent Technology will continue to focus on developing more advanced packaging solutions to meet the ever-changing market demands. We look forward to collaborating with more partners to drive innovation and development in the packaging industry.